

بازدید: 0 نویسنده: ویرایشگر سایت زمان انتشار: 2026-07-03 منبع: سایت








کاربردهای صنعتی سنگین به قطعات بسیار قابل اعتماد برای حفظ عملیات مستمر نیاز دارند. شما به قطعاتی نیاز دارید که به طور خاص برای تحمل استرس مکانیکی شدید مهندسی شده باشند. الف رولبرینگ کروی برای تحمل بارهای شعاعی سنگین و بارهای محوری متوسط بالا می رود. این به طور فعال ناهماهنگی مداوم شفت را در حین کار جبران می کند. با وجود این طراحی قوی، خرابی زودرس بسیاری از عملیات های حیاتی را آزار می دهد. توقف برنامه ریزی نشده باعث ایجاد گلوگاه های عظیم در سراسر تاسیسات می شود. نیاز به کار تعمیر و نگهداری در محیط های خشن مانند استخراج، سنگدانه و پردازش کاغذ افزایش می یابد. برای محافظت از عملیات، باید از عیبیابی واکنشی به تجزیه و تحلیل ریشهای فعال تبدیل شوید. ما حالت های استاندارد شکست را در کنار اقدامات پیشگیرانه قابل تأیید بررسی خواهیم کرد. معیارهای ارزیابی دقیق برای انتخاب بهترین اجزای جایگزین را خواهید آموخت.
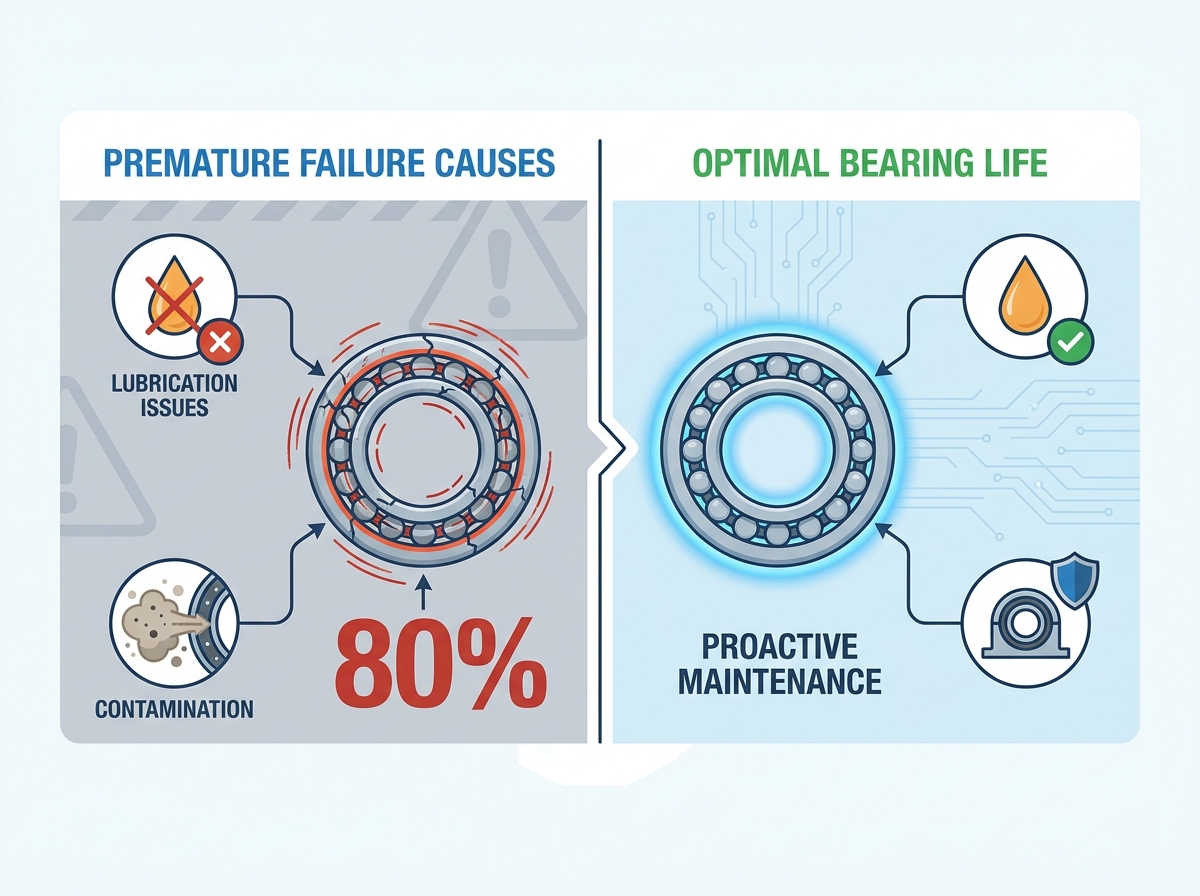
بیش از 80٪ از خرابی های زودرس بلبرینگ کروی ناشی از مشکلات روانکاری و آلودگی جامد است، نه خستگی مواد.
نصب نامناسب - مخصوصاً سفت شدن بیش از حد روی ژورنال مخروطی - یکی از دلایل اصلی از بین رفتن ترخیص داخلی و شکست سریع حرارتی است.
انتقال به رولبرینگ های کروی مهر و موم شده می تواند خطرات آلودگی را به شدت کاهش دهد، اما نیاز به ارزیابی سرعت و تغییرات دما دارد.
ارزیابی شکست نیاز به یک چارچوب تشخیصی استاندارد (مثلاً ISO 15243) دارد تا علائم عملیاتی را از علل ریشهای مکانیکی جدا کند.
هنگامی که تجهیزات دوار سنگین متوقف می شوند، کل خطوط تولید بلافاصله منجمد می شوند. هزینه ساعتی توقف تولید بسیار بیشتر از قیمت قطعات استاندارد است. یک واحد جایگزین در مقایسه با نیروی کار اضطراری و خروجی از دست رفته هزینه کمی دارد. ما این نابرابری را به طور مداوم در بین بخشهای تولید صنعتی مشاهده میکنیم. مدیران تولید اغلب اثرات آبشاری یک روتور قفل شده را دست کم می گیرند.
ایمنی و انطباق لایه های بیشتری از ریسک عملیاتی را اضافه می کند. خرابی های فاجعه بار برنامه ریزی نشده، خطرات ایمنی شدیدی را برای پرسنل کارخانه ایجاد می کند. محفظه های شکسته می توانند ترکش های فلزی را مستقیماً به داخل راهروهای اپراتور پرتاب کنند. پاکسازی ناگهانی گریس خطرات لغزش خطرناکی را در اطراف ماشین آلات ایجاد می کند. نشت روان کننده های سمی اغلب باعث نقض شدید انطباق با محیط زیست می شود.
بسیاری از تسهیلات هنوز به رویکرد اجرا تا شکست واکنشی متکی هستند. این طرز فکر نشان دهنده یک اشتباه عملیاتی خطرناک است. کارکردن تجهیزات با سرمایه بالا تا زمانی که خراب شود، اجزای ماشین های جانبی را از بین می برد. شفت های آسیب دیده و محفظه های تاب برداشته نیاز به تعمیرات گران قیمت و زمان بر دارند. این روش را در مقابل استراتژیهای نظارت بر شرایط مدرن قرار دهید. نظارت با تشخیص زودهنگام ناهنجاری ها از آسیب ثانویه جلوگیری می کند. شما عمر ماشین را حفظ می کنید و تعمیرات لازم را در طول قطعی تعمیرات برنامه ریزی شده برنامه ریزی می کنید.
روغن کاری نادرست عناصر غلتشی را به سرعت از بین می برد. اپراتورها اغلب درجه های ویسکوزیته نادرست را برای دماهای کاری خاص انتخاب می کنند. غلیظ کننده های گریس ناسازگار در داخل محفظه مخلوط شده و به طور غیرمنتظره ای سفت می شوند. این سخت شدن مانع از رسیدن روغن پایه به کنتاکت های نورد می شود. عدم در نظر گرفتن دمای عملیاتی بالا مستقیماً منجر به تماس فلز با فلز می شود.
شما می توانید گرسنگی روانکاری را از طریق شواهد بصری مشخص شناسایی کنید. به دنبال این شاخص های فیزیکی خاص در حین خرابی ها باشید:
تغییر رنگ به صورت رنگ آبی یا قهوه ای در حلقه های داخلی ظاهر می شود.
Micro-spalling به سرعت در سراسر عناصر نورد توسعه می یابد.
سایش قفس به دلیل افزایش اصطکاک لغزشی تسریع می شود.
ذرات ساینده و آب دائماً قابلیت اطمینان ماشین آلات صنعتی را تهدید می کند. گرد و غبار و گرد و غبار در محیط های خشن به راحتی در معرض خطر قرار می گیرند. ورود آب، قوام گریس را تغییر می دهد و فیلم روان کننده حیاتی را تخریب می کند. این آلاینده ها مانند کاغذ سنباده درشت در داخل محفظه فلزی عمل می کنند. آنها مسیرهای مسابقه را امتیاز می دهند و سطوح نورد دقیق را از بین می برند.
شواهد آلودگی جامد شامل فرورفتگی های سنگین در مسیرهای مسابقه است. متوجه سایش ساینده خواهید شد که باعث میشود سطوح کسلکننده مشخصی بر جای بگذارند. نفوذ رطوبت باعث خوردگی قابل مشاهده و زنگ زدگی عمیق در طول مسیر نورد می شود.
استفاده نادرست از نیرو در هنگام نصب، خرابی زودرس قطعه را تضمین می کند. هنگامی که شما نصب می کنید رولبرینگ کروی روی یک آستین مخروطی، دقت بسیار مهم است. راندن حلقه داخلی بیش از حد به سمت بالا، فاصله داخلی شعاعی را از بین می برد. این اشتباه خاص پیش بارگذاری داخلی بسیار زیادی ایجاد می کند. واحد ظرف چند ساعت پس از عملیات اولیه بیش از حد گرم می شود و مسدود می شود.
شواهدی از نصب نامناسب شامل لکه گیری شدید روی غلتک ها است. مسیرهای سایش عمیقی را خواهید دید که در هر دو مسیر مسابقه امتداد دارند. در موارد شدید، سفت شدن بیش از حد باعث شکستگی کامل حلقه های داخلی می شود.
هر جزء مکانیکی دارای محدودیت های ساختاری دقیقی است. قرار دادن واحد در برابر بارهای محوری یا شعاعی فراتر از میزان بار دینامیکی آن باعث خستگی می شود. تغییرات فرآیند اغلب تقاضاها را فراتر از مشخصات تجهیزات اصلی افزایش می دهد. فراتر رفتن از آستانه ناهماهنگی ساختاری نیز استرس را به شدت متمرکز می کند. این آستانه معمولاً از 1.5 تا 2 درجه متغیر است.
بارگذاری بیش از حد باعث ایجاد الگوهای آسیب داخلی بسیار خاص می شود. با بازرسی دقیق متوجه ریزش خستگی زیرسطحی خواهید شد. این ترک قبل از شکستن مواد در زیر سطح راه آهن ایجاد می شود.
ارزیابی شکست نیاز به یک رویکرد تحلیلی بسیار ساختار یافته دارد. شما باید علائم عملیاتی را از علل ریشه ای مکانیکی به طور دقیق جدا کنید. نتیجه گیری سریع اغلب منجر به شکست های تکراری می شود.
معیارهای بازرسی بصری:
اتخاذ تجزیه و تحلیل استاندارد سایش از تشخیص اشتباه خطرناک جلوگیری می کند. چارچوب ISO 15243 مکانیسم های آسیب را به طور واضح و منطقی دسته بندی می کند. ما برای شناسایی علت دقیق مرگ مؤلفه ها به این دسته بندی ها تکیه می کنیم.
طبقه بندی ISO 15243 |
خصوصیات فیزیکی |
علت اصلی اولیه |
|---|---|---|
خستگی |
پوسته پوسته شدن زیر سطحی |
اضافه بار، پایان چرخه زندگی عادی |
بپوشید |
امتیاز ساینده، پایان کسل کننده |
آلودگی جامد، روانکاری ضعیف |
خوردگی |
زنگ زدگی، حفره عمیق، حکاکی |
نفوذ رطوبت، مواد شیمیایی اسیدی |
فرسایش الکتریکی |
فلوتینگ، ذوب موضعی |
نشتی جریان از طریق تجهیزات |
تغییر شکل پلاستیک |
فرورفتگی در فاصله غلتکی |
اضافه بار استاتیک، نصب نامناسب |
شکستگی |
حلقه های ترک خورده، قفس های بریده شده |
نیروی شدید، تداخل بیش از حد مناسب است |
ابزارهای نظارت بر وضعیت:
تشخیص های مدرن حدس و گمان را به طور کامل حذف می کنند. آنها داده های دقیقی را برای هدایت تصمیمات تعمیر و نگهداری ارائه می دهند.
فناوری مانیتورینگ |
قابلیت تشخیص اولیه |
فاز اجرا |
|---|---|---|
آنالیز ارتعاش |
خستگی زیرسطحی، آسیب قفس |
سایش مکانیکی در مراحل اولیه |
ترموگرافی مادون قرمز |
اصطکاک، از دست دادن فاصله |
استرس عملیاتی وسط مرحله |
انتشار آکوستیک |
امواج استرس با فرکانس بالا |
مرحله خستگی قبل از ترک |
تجزیه و تحلیل روغن و گریس:
تجزیه و تحلیل آزمایشگاهی میزان آلودگی ذرات را به دقت تعیین می کند. آزمایش گریس پاک شده غلظت فلز سایش خاص را نشان می دهد. این داده های حیاتی دقیقاً به شما می گوید که کدام اجزای داخلی در حال تخریب هستند.
اجرای تکنیک های نصب دقیق از مرگ و میر زودرس جلوگیری می کند. شما باید شعله های آتش و ابزارهای ضربه ای brute-force را به طور کامل کنار بگذارید. از بخاری های القایی برای گسترش ایمن و یکنواخت حلقه های داخلی استفاده کنید. از مهره های هیدرولیک برای نیروهای محرکه کنترل شده در شفت های بزرگ استفاده کنید. برای اندازه گیری دقیق کاهش فاصله از حسگرهای دقیق استفاده کنید.
بهترین روش ها برای نصب:
شفت و محفظه را قبل از شروع هر نصب کاملاً تمیز کنید.
فاصله شعاعی اولیه را قبل از اعمال نیروی محرکه اندازه گیری کنید.
برای دستیابی به اهداف کاهش ترخیص دقیق از روشهای تخصصی درایو بالا استفاده کنید.
پس از خنک شدن کامل محفظه، پارامترهای ترخیص نهایی را بررسی کنید.
دور شدن از گریس کاری دستی خطای خطرناک انسانی را کاهش می دهد. گریس کاری بر اساس برنامه اغلب مستقیماً به روغن کاری بیش از حد یا گرسنگی منجر می شود. انتقال به روانکارهای تک نقطه ای خودکار در صورت امکان. این دستگاه های قابل اطمینان، تحویل گریس ثابت و اندازه گیری شده را تضمین می کنند. سیستم های روانکاری متمرکز مقادیر دقیقی را مستقیماً به قطعات متحرک ارائه می دهند. این بهینه سازی دما را ثابت نگه می دارد و به طور فعال آلاینده های جزئی را از بین می برد.
قبل از انتخاب مهر و موم، محیط عملیاتی را به دقت ارزیابی کنید. محیط های پر گرد و غبار نیاز به مهر و موم های خارجی به طور قابل توجهی ارتقا یافته دارند. ممکن است مهر و موم های تماسی استاندارد را با طرح های هزارتوی پیشرفته جایگزین کنید. مهر و موم های لابیرنت مسیرهای پیچیده ای را برای جلوگیری از ورود خاک به طور موثر ایجاد می کنند. انتقال به واحدهای مهر و موم شده در کارخانه به شدت خطرات آلودگی پایه را کاهش می دهد.
اشتباهات رایج:
اپراتورها اغلب چربی بیش از حد را کورکورانه به داخل محفظه های مهر و موم شده پمپ می کنند. این فشار زیاد مهر و موم ها را به طور کامل منفجر می کند. همیشه قبل از ارتقای روش های روانکاری، سازگاری مهر و موم را بررسی کنید.
ارزیابی الزامات ترخیص (C3 در مقابل C4):
باید فاصله شعاعی داخلی را با دمای کار مطابقت دهید. ترخیص C3 با سطوح استاندارد حرارت صنعتی مناسب است. فاصله C4 سناریوهای انبساط شدید با حرارت بالا را در خود جای می دهد. اجتناب از C3 در زمانی که C4 مورد نیاز است از قفل شدن حرارتی فاجعه آمیز جلوگیری می کند. انتخاب نادرست ترخیص کالا تضمین کننده شکست سریع هنگام راه اندازی است.
انتخاب مواد قفس:
مواد قفس را بر اساس اطلاعات دقیق خرابی تاریخی ارزیابی کنید. قفس های فولادی مهر شده عملکرد استاندارد عالی را در کاربردهای سبک وزن ارائه می دهند. قفسهای برنجی ماشینکاری شده با ارتعاش بالا و محیطهای خشن بسیار بهتر برخورد میکنند. قفس های برنجی همچنین خواص روانکاری اضطراری حیاتی را در هنگام گرسنگی ناگهانی نفت ارائه می دهند.
رتبهبندی بار در مقابل برنامه واقعی:
رتبهبندی بار پویا و استاتیک گزینههای فهرست کوتاه را بررسی کنید. آنها باید کاملاً با شرایط واقعی میدان امروز هماهنگ باشند. فقط به مشخصات OEM اصلی تکیه نکنید. تغییرات فرآیند اغلب مشخصات قدیمی را به طرز خطرناکی منسوخ می کند. افزایش توان عملیاتی معمولاً به بارگذاری بالاتری نیاز دارد.
اعتماد فروشنده و زنجیره تامین:
تامین منابع قابل اعتماد رولبرینگ کروی نیاز به بررسی دقیق تامین کننده دارد. فقط از تولید کنندگان Tier-1 یا توزیع کنندگان مجاز صنعتی تهیه کنید. این سیاست سختگیرانه خطر عظیم قطعات تقلبی را از بین می برد. واحدهای تقلبی از فولاد ضعیف استفاده می کنند و به طور غیرقابل پیش بینی خراب می شوند. درخواست گواهینامه مواد قابل تأیید و پشتیبانی مهندسی مداوم.
خرابی بلبرینگ کروی به ندرت غیر قابل پیش بینی است. این معمولاً نتیجه نقص سیستمیک در روانکاری، نصب یا کنترل آلودگی است. با درک این دلایل ریشه ای، می توانید فرهنگ نگهداری خود را از واکنشی به پیشگیرانه تغییر دهید. ما یک ممیزی فوری از روشهای مهم نصب بلبرینگ را توصیه میکنیم. شما باید یک بررسی جامع از برنامه های جاری روانکاری و روش های تحویل انجام دهید. مشارکت با مهندسین قابلیت اطمینان قابل اعتماد یا تامین کنندگان مجاز را برای ارتقاهای خاص برنامه تشویق کنید.
A: به طور معمول بین 1.5 درجه و 2 درجه، بسته به سری و بار خاص. کارکرد مداوم در حداکثر محدودیت ها عمر بلبرینگ را کاهش می دهد. برای به حداکثر رساندن طول عمر عملیاتی باید مرتباً تراز شفت را کنترل کنید.
A: نشانگرها شامل افزایش سریع دمای عملیاتی بلافاصله پس از نصب هستند. همچنین در طول چرخش متوجه لرزش بیش از حد و صدای ناله مشخص خواهید شد. در صورت بروز این علائم فوراً تجهیزات را خاموش کنید.
A: آنها محافظت برتر در برابر آلودگی را ارائه می دهند و نیازهای روغن کاری مجدد را به میزان قابل توجهی کاهش می دهند. با این حال، آنها سرعت محدود کمتری دارند. آنها ممکن است برای محیط های با دمای بسیار بالا که در آن آب بندی ها ذوب یا تخریب می شوند، مناسب نباشند.