Call Us Today
Call Us Today
A Specialist on Spherical Roller Bearings Since 1969
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search


Views: 0 Author: Site Editor Publish Time: 2026-06-26 Origin: Site








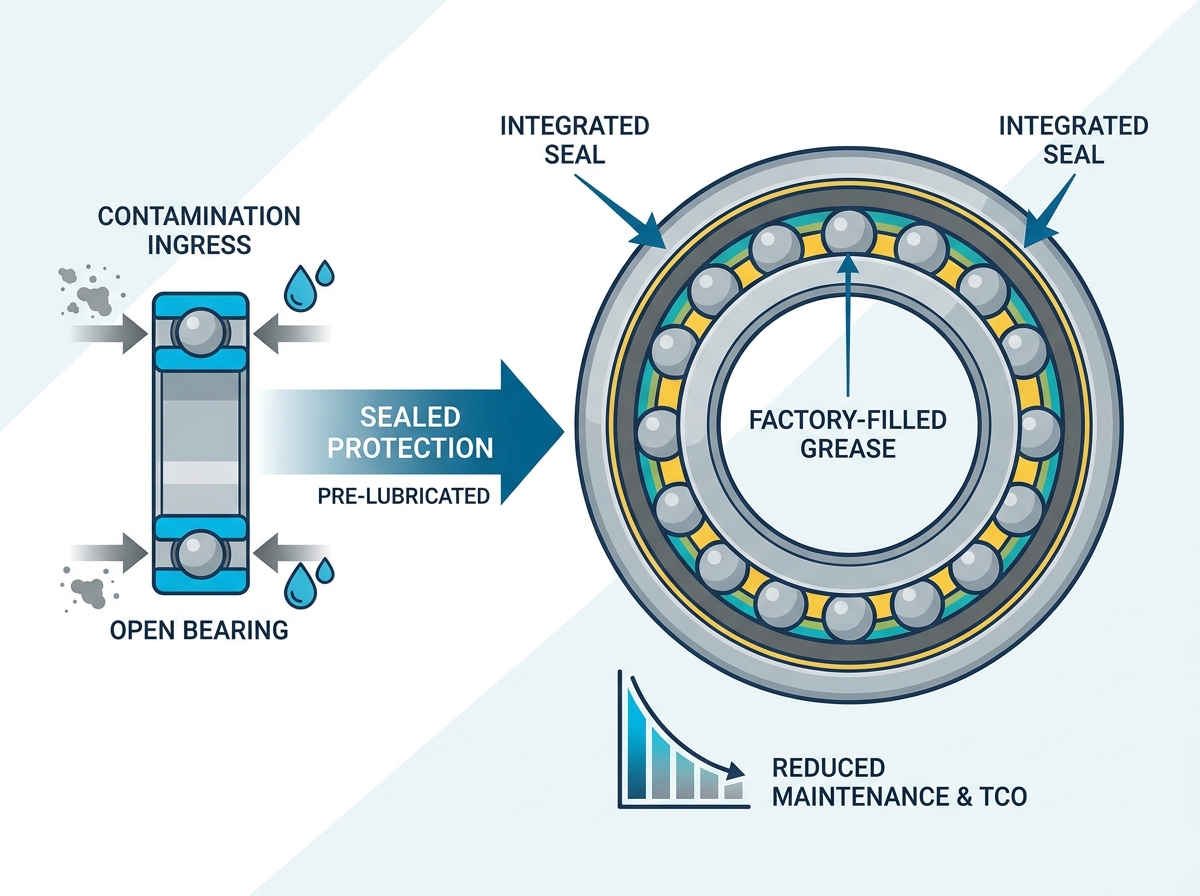
Solid contamination and inadequate lubrication remain the primary drivers of bearing failure in heavy industry. Airborne dust, moisture, and abrasive debris constantly assault rotating equipment. These elements cause rapid internal degradation and trigger catastrophic machine breakdowns. A sealed spherical roller bearing serves as an engineered solution. It completely eliminates the continuous need for manual greasing. Manufacturers integrate contact seals directly into the bearing. This design securely safeguards the rolling elements against harsh operational environments. The specialized barrier keeps protective lubrication inside while forcing destructive contaminants outside.
Reliability engineers and procurement teams must evaluate operational tradeoffs when upgrading. You should analyze overall maintenance expenses, specific speed limitations, and extreme environmental factors. This analysis helps justify the higher initial investment. In this article, we will explore the internal anatomy of these bearings. We will also frame the exact reliability problems they solve. You will learn how to evaluate their performance limits practically. Finally, we will provide a step-by-step decision framework to specify the right solution for your facility.
A sealed spherical roller bearing integrates contact seals and factory-filled grease directly into the bearing structure, maintaining the same ISO standard boundary dimensions as open bearings.
The primary commercial advantage is significant TCO reduction through minimized grease consumption, fewer unplanned downtimes, and extended mean time between failures (MTBF).
Upgrading requires evaluating operational trade-offs, specifically regarding limiting speeds, operating temperatures, and existing housing configurations.
Ideal for highly contaminated applications (mining, cement, aggregate, steel processing) where relubrication is difficult or hazardous.
Modern bearing manufacturers pack advanced sealing technology into a standard footprint. A sealed spherical roller bearing strictly adheres to standard ISO boundary dimensions. It does not require a wider profile than its open counterpart. Engineers achieve this by machining a small recess into the outer ring. They securely anchor the contact seals into this recess. Manufacturers typically use nitrile butadiene rubber (NBR) for standard industrial applications. They upgrade to fluoro-rubber (FKM) for high-temperature environments. These elastomeric seals sweep against the inner ring. They maintain constant contact to block microscopic debris.
These bearings arrive at your facility pre-lubricated. The factory measures precise quantities of high-performance grease before sealing the unit. This exact fill eliminates human error during installation. Over-greasing causes overheating, while under-greasing causes rapid metal-to-metal wear. Factory engineers match the grease chemistry to specific industrial applications. They select distinct base oils and thickeners based on expected loads. This controlled environment guarantees pristine lubrication from day one.
The internal design perfectly mirrors standard open bearings. It accommodates heavy radial loads alongside significant axial loads. The rollers maintain a symmetrical barrel shape. They align freely between the inner and outer raceways. This internal geometry flawlessly handles shaft deflection. It also compensates for structural misalignment. You retain all the heavy-duty performance characteristics. The only difference is the added protection of the internal seals.
Table 1: Common Seal Material Specifications
Material Type | Temperature Range | Wear Resistance | Typical Application |
|---|---|---|---|
Nitrile Rubber (NBR) | -40°C to +100°C | High | Mining conveyors, aggregate crushers |
Fluoro-Rubber (FKM) | -30°C to +200°C | Excellent | Steel mills, high-heat processing |
HNBR | -40°C to +150°C | Very High | Heavy washdown zones, chemical plants |
Dust, water, and debris ingress account for a vast majority of premature bearing failures. Open bearings pull airborne particulates directly into the raceway. These hard particles act like a grinding paste inside the rolling elements. They score the metal surfaces and destroy the lubricating film. Micro-spalling quickly develops across the raceway. This surface damage rapidly accelerates into complete mechanical failure. Preventing this ingress at the bearing level saves massive repair costs.
Open bearings demand rigorous, continuous maintenance. They require either manual greasing routines or expensive automated relubrication systems. Both approaches carry heavy burdens for your operation. Consider the following specific challenges:
Labor Costs: Technicians spend countless hours walking maintenance routes to pump grease manually.
Safety Hazards: Workers often access dangerous, confined, or elevated spaces to reach obscure grease zerks.
Environmental Impact: Purged grease inevitably leaks onto the floor, requiring hazardous waste disposal protocols.
Equipment Complexity: Automated grease lines frequently clog, break, or leak, requiring their own distinct maintenance plans.
You should frame your bearing choice purely around operational availability. Unplanned maintenance in critical path equipment carries severe financial penalties. Conveyors, bucket elevators, and crushers dictate your overall plant output. When an open bearing fails mid-shift, production completely stops. Replacing a destroyed bearing consumes hours of valuable operating time. Upgrading to a sealed design directly protects asset uptime. You eliminate the most common cause of sudden mechanical breakdowns.
We must acknowledge the higher initial purchase price of sealed variants. The complex manufacturing of integrated seals naturally increases the upfront cost. However, you should calculate the long-term return on investment carefully. You must account for the saved grease over the bearing's entire lifespan. You also eliminate specialized disposal costs for purged waste grease. Most importantly, you calculate the value of avoided downtime. These combined financial returns quickly eclipse the minor premium paid at purchase.
You must practice transparency regarding performance limitations. Contact seals inherently generate physical friction. They rub constantly against the rotating inner ring. This friction generates additional heat. Consequently, sealed bearings typically have lower limiting speeds than open equivalents. They also possess lower thermal tolerances before the grease degrades. You cannot run them at the extreme speeds permissible for open designs. You must verify that your application falls within these specific friction thresholds.
We establish clear baseline conditions where these units drastically outperform standard options. They thrive in heavy washdown areas where high-pressure water destroys standard grease. They excel in extreme particulate environments like cement plants. Open bearings cannot survive long in these abrasive conditions, even with massive grease purging. The integrated seal provides a definitive, physical barrier. It transforms highly hostile environments into manageable operational zones.
Chart: Performance Comparison Matrix
Performance Metric | Open Spherical Roller Bearing | Sealed Spherical Roller Bearing |
|---|---|---|
Contamination Resistance | Low (relies heavily on external seals) | Maximum (internal barrier) |
Limiting Speed | High | Moderate (friction limited) |
Maintenance Requirement | High (frequent relubrication) | Minimal (often run-to-failure) |
Initial Capital Cost | Baseline | Premium |
Dropping these units into existing plummer blocks requires zero heavy modification. Because they share standard ISO dimensions, they fit perfectly into split housings. You simply swap the old open bearing for the new sealed unit. However, you must not discard your external housing seals. Taconite or labyrinth seals still play a vital role. They serve as the primary line of defense against heavy bulk debris. The bearing's integrated seal serves as the final, absolute barrier.
Installation demands strict attention to specific temperature limits. You must never wash these units before installation. Washing strips away the critical factory-filled grease. You must also avoid heating them above 80°C (176°F) during mounting. Excessive heat permanently warps the rubber seal lip. It also degrades the base oil within the grease. We highly recommend using induction heaters with strict temperature control. This specialized tool prevents accidental seal damage during the expansion process.
Some operational scenarios do not support a "relubrication-free" strategy. Extreme load conditions occasionally require periodic grease purging. Many units feature an annular lubrication groove. They include three distinct lubrication holes in the outer ring. Technicians can pump fresh grease through these ports if necessary. The internal seals act like pressure valves. They allow old grease to purge outward while remaining closed to external dirt. You only utilize this feature during exceptionally heavy-duty applications.
Selecting the correct unit requires a methodical engineering approach. You must systematically evaluate your machinery to avoid misapplication. Follow this exact diagnostic sequence to determine compatibility.
Verify speed and temperature limits: Check your shaft RPM against the bearing's catalog limiting speed. Ensure the ambient temperature stays well below the seal material threshold.
Assess historical failure modes: Examine your discarded open bearings. If you spot heavy scoring, water etching, or abrasive wear, contamination is the root cause.
Evaluate maintenance accessibility: Identify equipment located in hazardous or physically restricted zones. Evaluate the safety risks your technicians face when greasing these specific points.
You should map out your most problematic rotating equipment first. Focus entirely on inaccessible conveyor pulleys or frequently failing bucket elevators. Initiate a targeted pilot replacement program on these bad actors. Document the installation date clearly. Track the labor hours saved by eliminating manual greasing. If you face recurring failures, consulting a sealed spherical roller bearing expert ensures you select the optimal variant. They will review your dimensional constraints and finalize the specification.
Acknowledge the upfront premium: Upgrading requires higher initial capital, but it actively solves critical business problems.
Target contamination failures: These units physically block destructive particulates, eliminating the most common cause of premature breakdowns.
Reduce maintenance overhead: You immediately eliminate the hazardous, costly labor associated with manual greasing routes.
Respect the thermal trade-offs: Always verify that your application RPM does not exceed the friction limits of the contact seals.
Consult engineering support: Engage reliability experts to confirm housing compatibility and calculate specific financial returns for your facility.
A: Yes. While many units run to failure without extra maintenance, some feature specific relubrication designs. They include an annular lubrication groove and holes in the outer ring. This allows technicians to perform heavy-duty purging when extreme operational loads demand fresh grease.
A: They generally share standard ISO boundary dimensions. This clever engineering allows for direct replacement in existing plummer blocks or split housings. You do not need to machine or modify your current equipment to accommodate them.
A: Standard nitrile rubber (NBR) seals typically handle temperatures up to 100°C (212°F). If your application runs hotter, you must upgrade to fluoro-rubber (FKM) seals. These specialized high-temperature seals can withstand environments reaching up to 200°C (392°F).
A: Yes. The physical contact between the rubber seal and the rotating inner ring generates friction. This inherent friction dictates lower thermal limits and reduced limiting speeds compared to open designs. You must verify your application speeds before installation.