Call Us Today
Call Us Today
A Specialist on Spherical Roller Bearings Since 1969
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search


Views: 0 Author: Site Editor Publish Time: 2026-06-29 Origin: Site








Industrial downtime and maintenance budgets heavily depend on bearing longevity. This is especially true in high-contamination environments like mining, cement, and bulk material handling. Engineers constantly face a tough choice. They must choose between traditional open designs requiring constant maintenance and sealed variants. Sealed designs offer longer life but carry specific operational constraints. The wrong choice leads to catastrophic failures and massive operational losses.
We provide a pragmatic, engineering-focused framework to help you evaluate your options. You will learn how to determine whether transitioning to a sealed spherical roller bearing justifies the upfront investment over standard non-sealed alternatives. We will explore contamination risks, speed limits, retrofit realities, and seal material constraints. By the end, you will know exactly which design aligns perfectly. You can protect your machinery effectively. You can also optimize your maintenance workflows efficiently.
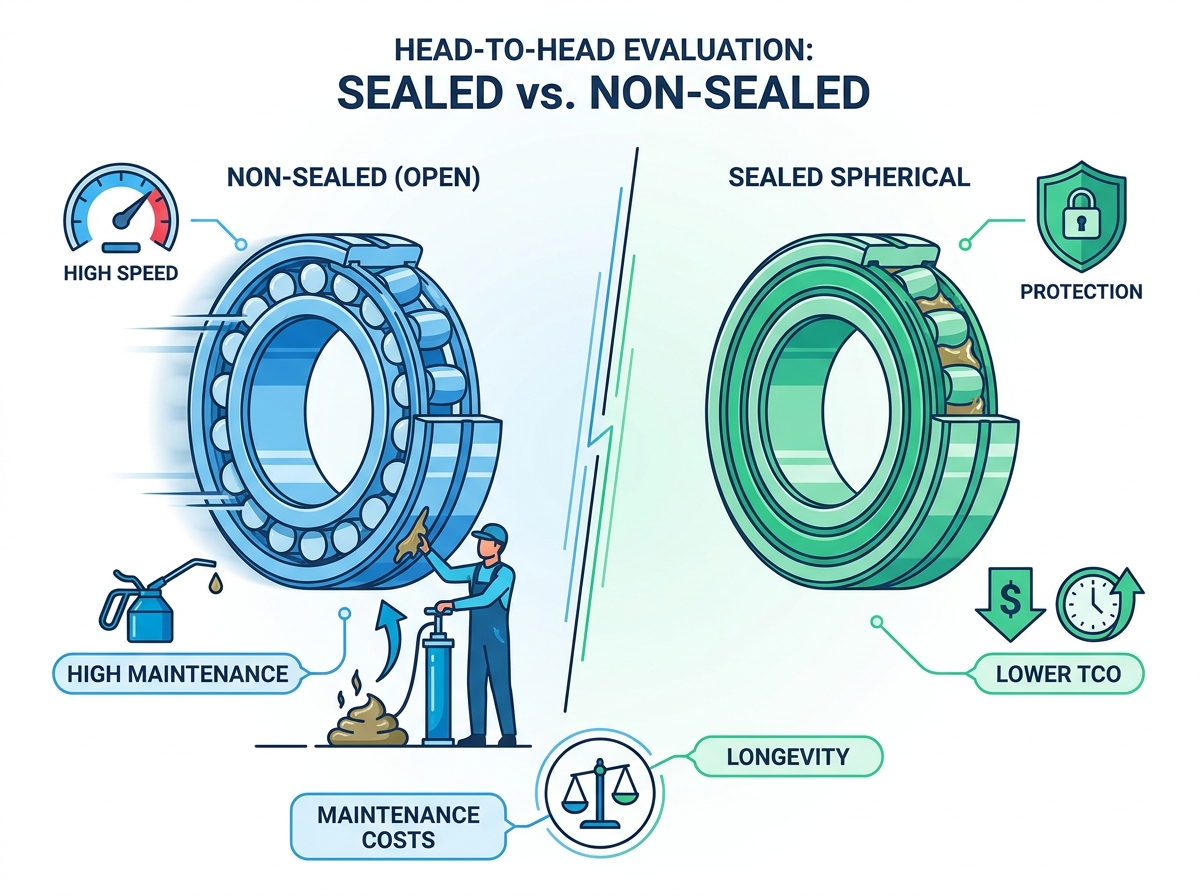
Non-sealed (open) bearings offer higher speed capabilities and lower initial purchase costs but demand rigorous, continuous lubrication protocols.
A sealed spherical roller bearing drastically reduces grease consumption and minimizes contamination-related failures, directly lowering Total Cost of Ownership (TCO).
Retrofitting requires verifying dimensional interchangeability, housing clearances, and ensuring operating temperatures do not exceed the seal material’s limits.
The final decision should be dictated by a calculated balance between MTBF (Mean Time Between Failures), speed requirements, and available maintenance labor.
Solid particle ingress and moisture cause most premature bearing failures in heavy industry. Abrasive dust enters the housing during normal operations. It mixes directly into the grease. This mixture forms a destructive lapping paste. The paste aggressively wears down raceways and rolling elements. Engineers battle this harsh reality daily in cement plants. Mining conveyors suffer from similar catastrophic abrasive wear.
You cannot ignore the hidden costs of relubrication systems. Manual greasing demands extensive labor hours from your technicians. Automated systems require expensive maintenance and frequent reservoir refills. Furthermore, grease procurement takes a substantial portion of the annual budget. Over-greasing creates massive cleanup tasks around the equipment. Environmental regulations strictly penalize improper grease disposal. Inspectors fine facilities for grease leakage into the soil. You must manage this hazardous waste carefully and consistently.
We define success criteria around three core pillars. First, you must reduce unplanned downtime to improve overall MTBF. Second, you should lower routine maintenance labor hours significantly. Finally, you need to achieve predictable operational reliability across the plant. Predictability allows for better production scheduling and resource allocation.
Standard open spherical roller bearings feature an outer ring carrying a spherical raceway. The inner ring holds two rows of barrel-shaped rollers. This geometry provides inherent self-aligning capabilities automatically. It accommodates heavy radial loads and moderate axial loads easily. Shaft deflection happens frequently in heavy industrial machinery. Open bearings handle this misalignment without premature failure. They excel in environments where structural flexing occurs continuously. Industry standards rely heavily on these open designs.
Open bearings provide several primary operational advantages. They allow entirely unrestricted rotational speeds. You achieve higher thermal and limiting speeds without seal friction. Lubricants flow freely through the open rolling elements. Cooling oil carries away excess heat rapidly. Open designs also permit immediate visual inspection. Technicians can quickly examine rolling elements during routine checks. They can spot spalling or wear without dismantling the assembly. Early detection prevents catastrophic machine failure.
Furthermore, they feature significantly lower initial procurement costs. Budget constraints often push engineers toward open designs. These characteristics make open bearings ideal for specific use cases. Clean environments benefit greatly from their low friction. Enclosed gearboxes provide perfect operating conditions for them. High-speed applications generate intense dynamic heat naturally. This extreme heat often prohibits the use of contact seals entirely.
Modern engineering integrates contact seals directly into the bearing architecture. Manufacturers typically use NBR, HNBR, or FKM materials. These integral seals retain the factory-fill grease highly effectively. They also exclude destructive debris from the sensitive internal geometry. These outcome-driven advantages solve many complex industrial headaches.
Defense against abrasive wear drastically extends expected service life. Conveyor pulleys and vibrating screens operate reliably in harsh environments. Aggregate plants see immediate improvements in equipment longevity. Mining operations report massive reductions in premature failures. Eliminating continuous purge-lubrication offers massive operational benefits. You can reduce total grease consumption by up to 90 percent. This dramatic reduction supports ISO 14001 environmental compliance effortlessly. Corporate sustainability goals benefit directly from this upgrade.
Routine greasing tasks vanish from your weekly schedule. This maintenance elimination frees up your skilled technicians. They can focus on higher-value diagnostic tasks instead. Vibration analysis and thermal imaging take priority over manual greasing. Predictive maintenance replaces reactive firefighting. Transitioning to a sealed spherical roller bearing protects your equipment. It also optimizes your limited labor resources simultaneously. Workers avoid dangerous locations previously requiring manual lubrication access. Safety metrics improve alongside reliability metrics.
Seal lips contact the inner ring directly to block contaminants. This physical contact generates inherent friction during continuous rotation. The friction produces additional heat within the sealed assembly. As a result, sealed variants face strict speed limitations. You must apply a formulaic reduction in limiting speed. Standard open equivalents handle much higher RPMs safely. Engineers must calculate thermal equilibrium carefully during the design phase. Excessive speed will melt the seal lip entirely. It will also degrade the premium factory-filled grease prematurely. You must cross-reference application speeds against manufacturer catalogs rigorously.
You will undoubtedly face a premium purchase price for sealed designs. Bearings possessing integral seals cost more to manufacture. However, upfront cost represents only one financial dimension. You must map out the break-even point accurately over time. Calculate your saved grease costs over a full calendar year. Add the eliminated automatic lubricator maintenance and replacement expenses. Factor in the immense value of avoided unplanned downtime.
Plant managers often ignore the labor costs tied to manual greasing. Technician wages add up quickly over hundreds of lubrication points. The lifecycle return on investment often outweighs the initial price tag quickly. Payback periods frequently fall under six months in harsh applications. Do not evaluate procurement costs in a vacuum. Look at the entire operational lifecycle comprehensively. A slightly higher initial invoice prevents massive downtime invoices later. Financial departments usually approve these upgrades when presented with hard data.
Standard Nitrile (NBR) seals handle continuous temperatures up to 100°C (212°F). They perform exceptionally well in general industrial applications. Fluoroelastomer (FKM/Viton) seals offer significantly higher thermal limits. They withstand continuous operation up to 200°C (392°F). High-temperature environments demand FKM materials without exception.
Extreme temperatures degrade both the seal material and the pre-filled grease. Hardened seals lose their crucial elasticity rapidly. They fail to keep contaminants out once they crack or shrink. You must match the seal material to your thermal environment exactly. Heat spikes cause immediate permanent damage to standard NBR lips.
Open vs Sealed Bearing Comparison Chart
Evaluation Metric | Open Spherical Roller Bearing | Sealed Spherical Roller Bearing |
|---|---|---|
Speed Capability | High (Unrestricted by seals) | Moderate (Limited by seal lip friction) |
Lubrication Demand | Continuous relubrication required | Minimal (Factory pre-filled grease) |
Contamination Resistance | Low (Relies entirely on external seals) | High (Integral contact seals block debris) |
Initial Procurement Cost | Lower base price | Higher premium price |
Maintenance Labor | High manual intervention | Significantly reduced intervention |
Engineers face specific challenges when retrofitting older equipment. Dimensional variances often complicate the upgrade process unexpectedly. Many sealed bearings share standard ISO boundary dimensions perfectly. They match the bore and outside diameter of standard open bearings. However, some series require slightly wider housings to accommodate seals. You must measure existing housing clearances meticulously before ordering. Ignoring width differences leads to severe installation failures. Mechanics might force a wider bearing into a narrow housing. This mistake causes immediate binding and catastrophic failure upon startup.
Grease compatibility poses another significant chemical risk. Some applications require supplementary relubrication via the W33 lubrication groove. You must avoid mixing incompatible thickener types at all costs. Lithium complex greases do not mix well with polyurea greases. Incompatible greases turn into a fluid mess instantly. Sometimes they harden completely into a soap-like block. Both scenarios cause rapid and catastrophic bearing failure.
Integrating a sealed bearing rarely replaces external housing seals entirely. Taconite or labyrinth seals remain essential in excessively harsh environments. Integral seals act as a secondary defense layer only. Heavy debris will destroy unprotected integral seals extremely quickly. You must maintain robust primary housing defenses at all times. The two systems work together to maximize operational reliability.
Knowing when to use each design optimizes long-term reliability. We provide clear parameters to guide your final choice.
When to Retain Non-Sealed Bearings:
Speeds exceed the strict thermal limits of contact seals.
Operating temperatures consistently surpass 150°C (300°F) in standard configurations.
The unit operates in a fully sealed, clean oil-bath environment.
Friction reduction takes absolute priority over contamination exclusion.
When to Specify a Sealed Variant:
Application suffers from recurrent contamination-driven mechanical failures.
Units are difficult or dangerous for personnel to access safely.
Environmental regulations strictly penalize grease leakage or washdown run-off.
Maintenance teams lack the headcount for frequent manual lubrication schedules.
Cross-reference OEM load ratings carefully before making a purchase. Consult with an experienced application engineer to confirm seal materials. Verify the factory grease-fill volume before finalizing your procurement. A quick consultation prevents costly misapplications on the plant floor. If you need help evaluating your specific housing clearances for a sealed spherical roller bearing, reach out to our engineering team. We evaluate shaft speeds and load requirements comprehensively.
The choice is rarely about which bearing is objectively better overall. You must align the design with your specific application constraints. Speed, temperature, and contamination levels dictate the correct engineering path. An open design works perfectly in clean, high-speed gearboxes. A sealed design thrives in dirty, hard-to-reach conveyor applications.
We strongly encourage you to audit your current grease consumption today. Track the MTBF on your most problematic applications meticulously. Build a quantitative business case using these real-world operational numbers. Testing a sealed variant could revolutionize your entire maintenance strategy. Take action today by inspecting your highest-failure equipment closely. You will likely find contamination at the root of the problem.
A: Yes, many feature an annular groove and lubrication holes. However, it requires precise pressure control to avoid blowing out the seals. You must pump grease slowly. High pressure dislodges the seal lip from its seating. Always use the exact same grease type.
A: Often yes, especially in standard series like 22200 or 22300. But engineers must verify the specific manufacturer's width dimensions. Some sealed versions are slightly wider to accommodate the seal structure. Always check your housing clearance before installation.
A: No. Integral seals act as a last line of defense. Heavy-duty applications still require robust external housing seals. Taconite or labyrinth seals prevent large debris from destroying the integral bearing seal. You absolutely need both for maximum reliability.